¥200.00 起
超声波测厚
2026/4/26 10:00:22
无损探伤--超声磁粉射线...
————详情————
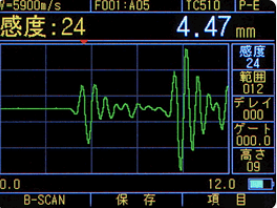
以下是超声波测厚(GB/T 11344-2021) 现场实拍图,覆盖金属凳子 / 钢结构 / 管道 / 板材等常见场景,可直接对照操作。
一、仪器与准备(现场必做)
1. 超声波测厚仪(主机 + 探头 + 耦合剂)
- 设备:便携式测厚仪(如 UM-5DL、UT345A)、高频 / 低频探头、耦合剂(甘油 / 超声膏)。
- 场景:开机、连接探头、校准声速(碳钢 5900m/s)。
2. 表面处理(除锈 / 去漆 / 打磨)
- 操作:用砂纸 / 角磨机打磨测点至Ra≤6.3μm,清除锈蚀、油漆、焊缝余高。
- 要点:表面平整、无油污,保证探头耦合良好。
二、金属凳子 / 小型构件测厚(最常用)
1. 金属凳腿 / 座面母材测厚
- 操作:涂耦合剂→探头垂直贴紧→稳定读数→记录。
- 测点:凳腿上下端、座面中心、焊缝两侧。
2. 焊缝区测厚(承重关键)
- 操作:避开余高,用多次回波法测母材厚度。
- 要点:焊缝两侧各测 3 点,取平均值。
三、钢结构 / 板材 / 管道测厚(工程级)
1. 钢梁 / 钢柱 / 钢板测厚
- 场景:厂房支架、货架、金属平台。
- 操作:平面均匀布点,每点测 3 次取平均。
2. 管道 / 压力容器测厚(腐蚀监测)
- 场景:弯头、三通、支座、焊缝两侧。
- 操作:沿圆周均匀测 4–8 点,记录最小厚度。
3. 仪器校准(现场必做)
- 场景:用标准阶梯试块 / 已知厚度样块校准声速与零点。
- 要点:每天开工前、更换探头 / 材料后必须校准。
四、现场操作要点(按标准)
- 耦合:探头垂直、压力稳定,耦合剂足量,无气泡。
- 读数:稳定 3 秒后记录,每点测 3 次取平均。
- 记录:测点编号、厚度值、腐蚀 / 减薄位置、日期。
- 判定:厚度≥设计下限、无局部减薄为合格。
服务热线:0516-80207576
一家靠谱的金属检验检测机构 始于2013年
办公地址:江苏徐州泉山区矿业大学科技创业园B座3层
实验室地址:徐州泉山区丁万河南500米西三环路西辅路
ICP:苏ICP备15028061号 全员激励,同行代工,加急检测
一家靠谱的金属检验检测机构 始于2013年
办公地址:江苏徐州泉山区矿业大学科技创业园B座3层
实验室地址:徐州泉山区丁万河南500米西三环路西辅路
ICP:苏ICP备15028061号 全员激励,同行代工,加急检测